Отраслевой информационно-
аналитический журнал
продвигать вашу
продукцию
Каскадная углекислотная установка? Или традиционная аммиачная?
Журнал: №3(138) Май 2026
Рубрика: Промышленный холод
Сравнение энергетической эффективности и безопасности (субкритической) каскадной углекислотной холодильной установки с одно- двухступенчатой комплексной аммиачной холодильной установкой.
Департамент промышленного холодоснабжения
В последние 20-25 лет в системах холодоснабжения всё большее применение в качестве хладагента находит диоксид углерода. В технико-рекламных сообщениях различных компаний СО2 (R744) предлагается как некая панацея, позволяющая не только заменить некоторые фреоны, негативно влияющие на экологию (согласно последних международных регуляторных норм), но и значительно повысить надёжность и безопасность систем, исключив применение «опасного» аммиака (R717). Так ли это?

Для промышленных предприятий со значительными тепловыми нагрузками применение каскадной схемы холодоснабжения (нижние ветви — низкотемпературные уровни потребителей холода, конденсация паров компримированного углекислого газа в теплообменнике аммиачного контура; верхняя ветвь: аммиачный контур сжатия и конденсации) может оказаться предпочтительней по отношению к «чисто углекислотным (транскритическим) схемам» или к классической аммиачной, насосно-циркуляционной схеме холодоснабжения.
В данной статье рассматривается применение диоксида углерода и аммиака в системах холодоснабжения крупных производственных фабрик мороженого, мясо- птицеперерабатывающих предприятий, для которых характерны следующие рабочие уровни температур хладагента:
- испарения для низкотемпературного уровня от –47°С до –25°С;
- испарения для среднетемпературного уровня от –15°С до –5°С;
- конденсации от +25°С до +35°С.
Представленному диапазону рабочих температурных уровней соответствует двухступенчатый аммиачный холодильный цикл и каскадный СО2/аммиак.
Рассматриваются следующие аспекты, как наиболее важные: энергоэффективность, металлоемкость, особенности эксплуатации и инженерные решения, профессиональная подготовка обслуживающего персонала инжиниринговых компаний.
Энергоэффективность — представлены результаты стандартных расчётов электрической мощности, потребляемой только компрессорным оборудованием: каскадной и насосно-циркуляционной схем холодоснабжения. При выполнении расчетов принято, что остальные компоненты холодильной установки не рассматриваются (ввиду их примерного равенства).
Расчёты выполнялись с использованием построений теоретических циклов в диаграммах I-lgP для аммиака и углекислоты, программ подбора компрессорного оборудования и справочной литературы. В качестве исходных данных для расчёта энергетических затрат компрессорами приняты температуры испарения хладагента в контурах, условно выделенных из схемы холодоснабжения мясоперерабатывающего комплекса.
При выполнении оценки эффективности сравниваемых схем, значения тепловых нагрузок холодопотребителей округлены до ближайших 100 кВт. Исходные данные представлены в табл. 1 и 2.

Табл. 1. Каскадная схема CO2 / NH3
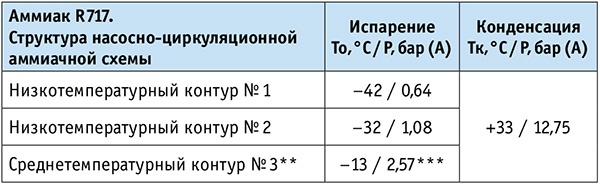
Табл. 2. Насосно-циркуляционная аммиачная одно/двухступенчатая схема
Сравнение энергопотребления холодильных компрессоров — каскадной углекислотной и аммиачной одно/двухступенчатой схем — говорит о том, что суммарное энергопотребление в насосно-циркуляционной аммиачной схеме ниже, чем в каскадной схеме: 2273,6 кВт — 1910,5 кВт = 363,1 кВт.
Необходимость оттаивания «снеговой шубы» — требует установки дополнительного оттаивательного компрессора в каскадной СО2-схеме холодоснабжения.
Данный компрессор, потребляя электроэнергию, дожимает углекислый газ с давления Рконд1 = 24,2 бар(А) (Тконд1 = -13оС) до давления Рконд2 = 44,83 бар(А) (Тконд2 = +10оС).
Если принять условие, что усреднённая расчётная суммарная наработка компрессоров составляет τ ≈ 5500 час/год, то общий расчётный перерасход электроэнергии составит: ∆≈363,1*5500 ≈ 1 997 050 кВт час/год.
Возникает вопрос по какой причине мы вынуждены применять более энергозатратное техническое решение?
Ответ может быть один: заменяя углекислотой аммиачный испарительный контур, сокращая количество аммиака в разветвлённой системе холодоснабжения, замыкая аммиачный контур в пределах здания холодильно-компрессорного цеха, мы надеемся повысить безопасность эксплуатации всего холодильного комплекса предприятия.
Сокращение количества аммиака при этом может достигать 90% (по данным, опубликованным в профессиональной литературе).
Как правило, если исключить внешние механические повреждения, причиной разрушения в холодильной системе, являются резкие перепады температур и давлений.
В рассматриваемой холодильной установке приведены рабочие давления и температуры. Значения давлений в данных контурах для углекислоты значительно превышают значения давлений для аммиака, что в свою очередь может потребовать увеличения толщин стенок аппаратов, трубопроводов и запорно-регулирующей арматуры.
В соответствии с действующими нормативными документами, определяющими класс опасности производственного объекта: — по значениям давления (более 16 кг/см2), углекислотный объект должен относиться к III-му классу. А по количественному показателю (до 50 тонн NH3) аммиачный объект — к IV-му классу (более низкому).
Действующие требования к санитарным разрывам между мясо- птицеперерабатывающими предприятиями и зоной жилой застройки, регламентируют их значения в 150-300 и более метров, что практически полностью исключает возможность поражения парами аммиака этой зоны.
Сценарии аварий, рассматриваемые при эксплуатации аммиачных холодильных установок в химической промышленности (отрыв патрубков у аппаратов, разрушение аппаратов, взрыв компрессорного оборудования), как правило, не происходят на рассматриваемых предприятиях, складах-холодильниках и фабриках мороженого. Это не отмечалось в профессиональной литературе последние 50 лет.
Тут всё вполне объяснимо, если проанализировать регламентные значения пневмо-гидравлических испытаний при изготовлении аммиачного холодильного оборудования и испытаний аммиачной холодильной установки в сборе после монтажа. Среднее значение «условного коэффициента запаса надёжности» (отношение давления испытания к максимальному рабочему давлению, с учётом давления «оттайки горячим газом») находится в диапазоне от ≈ 2,4 до ≈ 3,0 для аппаратов и компрессоров и для холодильной установки от ≈ 1,6 до ≈ 2,0.
А по трубопроводной арматуре и бесшовным трубопроводам это отношение может достигать значений от ≈ 4 до ≈ 8.
Тогда, если исключить негативные последствия в окружающем пространстве населённого пункта в результате предполагаемых, возможных утечек аммиака, остаются весьма важные требования к безопасности персонала, эксплуатирующего аммиачную холодильную установку, производственного персонала предприятия. А также — исключение условий паники персонала, временно находящегося на территории предприятия.
Учитывая, что ПДК NH3 для воздуха в рабочей зоне составляет 20 мг/м3, а пороговое восприятие обонянием около 30 мг/м3, то в случае возникновения утечки аммиака штатное срабатывание датчиков «Системы контроля уровня загазованности воздушной среды» позволит обеспечить безопасное отключение оборудования. Тем самым исключается возможность развития аварийной ситуации, предоставив достаточно времени для ликвидации утечки, использования средств индивидуальной защиты, и возможной эвакуации персонала.
Конечно, всё это возможно лишь при условии выполнения требований всех действующих нормативных указаний на стадиях проектирования, экспертизы, монтажных и ПНР-работах, соблюдения инструкций по эксплуатации опасного производственного объекта.
Для углекислотной системы холодоснабжения, ввиду отсутствия характерного запаха СО2, датчики «Системы контроля уровня загазованности воздушной среды» должны контролировать уровень концентрации кислорода в воздухе помещений и зон, где установлено холодильное оборудование и находится обслуживающий персонал.
Какие можно сделать выводы на основании приведённых расчётных данных и обобщения дополнительной информации из опубликованных статей в технической литературе:
1. Расчётное суммарное потребление электроэнергии компрессорами каскадной системы холодоснабжения, примерно, на 8-16% превышает энергопотребление компрессорами «традиционной» аммиачной системы.
(Возможное дополнительное сокращение потребляемой электрической мощности за счёт снижения температуры/давления конденсации при использовании «оттайки горячим газом», а также, различные варианты/способы утилизации тепла, в данной статье не рассматривались).
2. Металлоёмкость основных трубопроводов (нагнетательных, всасывающих, жидкостных) в холодильно-компрессорном цехе (ХКЦ) аммиачной системы холодоснабжения примерно, на 26-36% превышает металлоёмкость трубопроводов аналогичного назначения каскадной СО2/NH3 системы.
3. Рабочие значения давлений СО2 в контурах холодоснабжения в несколько раз превышают значения давления аммиака в аналогичных контурах, что может повлечь разработку и выполнение дополнительных мероприятий по повышению надёжности и безопасности при эксплуатации.
4. Требования к «сухости» СО2 диктуют необходимость применения фильтров-осушителей, так как наличие следов угольной кислоты может провоцировать развитие внутренней коррозии стальных аппаратов и трубопроводов.
5. Применение каскадной схемы СО2/NH3 потребует применения различных смазочных масел для углекислотных и аммиачных компрессоров. (например, синтетического и минерального; отечественного производства или импортного), создания специального запаса ремонтных комплектующих для СО2 и NH3.
6. Учитывая, что вопросы промышленной безопасности привлекают повышенное внимание контролирующих организаций, предлагается, что при подготовке Технического задания на проектирование системы холодоснабжения с каскадной холодильной установкой необходимо рассматривать более широкий круг вопросов, не отмеченных в данной статье, как-то:
- Оптимально возможное по отношению к холодопотребителям размещение помещения ХКЦ на генплане предприятия (для сокращения дополнительных энергопотерь);
- Объёмно-планировочные решения и категорийность помещения ХКЦ, т.е. возможность разделения строительного объёма на «углекислотное» — кат. В или Д и «аммиачное — кат. А помещения. Это может позволить сократить капитальные и эксплуатационные затраты в смежных разделах проекта;
- Возможность применения градирен вместо испарительных конденсаторов позволит полностью локализовать аммиак в объёме здания ХКЦ. Однако при этом энергетические показатели могут несколько ухудшиться в связи с необходимостью круглогодичной работы градирен в водоохлаждающем режиме (в отличие от испарительных конденсаторов, имеющих возможность работать в «сухом режиме» в зимний период);
- Подготовка/обучение персонала, обслуживающего холодильный комплекс с двумя хладагентами, с различными специфическими эксплуатационными характеристиками;
- Потребность в установке дизель-генератора, обеспечивающего минимально необходимое энергоснабжение узла конденсации СО2-каскадной холодильной установки СО2/NH3 с целью недопущения неконтролируемого роста давления при длительном нарушении сетевого энергоснабжения.
7. В условиях резкого сокращения возможностей по импортным поставкам современного холодильного оборудования для промышленных холодильных систем предприятий мясоптицепрома, производства мороженого и замороженных продуктов, применение транскритической схемы СО2 (в связи с ограниченной производительностью компрессоров) может быть рекомендовано в увязке с условиями работы и потребностью в холоде технологического блока. То есть, как децентрализованная система холодоснабжения отдельной технологической линии в условиях техперевооружения/реконструкции.

«ТОБОЛ» более 30-ти лет работает на рынке промышленного холода. Знания и накопленный опыт в реализации проектов позволяют нашей компании предлагать различные схемы промышленного холодоснабжения с расчётом технико-экономического обоснования. Это даёт возможность в дальнейшем оптимизировать капитальные и операционные затраты.

В 2022 году «ТОБОЛ» открыл обособленное подразделение в Москве, пригласив в свою команду специалистов из ушедших с российского рынка компаний GEA, Thermowave, Alfa Laval.
«ТОБОЛ» предлагает проектирование, поставку, монтаж, сервисное обслуживание холодильного и технологического оборудования для мясо- птицеперерабатывающих, молокоперерабатывающих, кондитерских предприятий, фабрик мороженого и других пищевых производств.
«ТОБОЛ» обладает рядом эксклюзивных договоров на поставку оборудования и комплектующих из Индии, Ирана и Китая.

Специалисты компании осуществляют:
- Проектирование систем холодоснабжения «под ключ», включая разделы ХС, АХС, АР, ЭМ, КМ, КЖ, ОВ, АОВ, ПС, ВК, ЭГ, ГА, ПТ, СКУД, СТВ, СКС;
- Поставку и монтаж холодильного и технологического оборудования;
- Шеф-монтажные и пусконаладочные работы;
- Сервисные работы:
- диагностику и ремонт крупных промышленных компрессоров;
- ремонт промышленных холодильных установок;
- технический аудит оборудования.
Промышленный холод от «ТОБОЛ» — это энергоэффективные решения, которые гарантируют надёжность вашего бизнеса!
![]()
ООО «ТОБОЛ»
Центральный офис:
644027, г. Омск, ул. 1-я Индустриальная, д. 2
+7 (3812) 538-537
info@tobol-omsk.ru
ved@tobol-omsk.ru
Обособленное подразделение:
127273, г. Москва, ул. Отрадная, д. 2Б, стр. 6, пом. 7-15
+7 (495) 568-11-01; +7 (495) 568-19-53
info.mos@tobol-omsk.ru
tobol-omsk.ru
Журнал: №3(138) Май 2026
Рубрика: Промышленный холод

- 10 июня 2026
- «НЕОС ИНГРЕДИЕНТС» открыла новый центр исследований и разработок
- 27 мая 2026
- Деловая программа IX Global Fishery Forum & Seafood Expo Russia 2026
- 21 мая 2026
- Из «Первой Молочной» в «Петербургский Молочный Салон» — Пищёвка3D объявила о ребрендинге
- 12 мая 2026
- Менеджмент в деталях. Пищевая промышленность и АПК 2.0
- 29 апреля 2026
- Интеллектуальные холодильные системы для низкоуглеродной и экологически чистой энергетики
- 28 апреля 2026
- Отчет о XXХIII собрании Международной академии холода
- 24 апреля 2026
- Деловая программа конференции «Казахстан-Холод 2026»
- 30 марта 2026
- Документы на ежегодный конкурсный приём в ряды МАХ принимаются до 15 апреля 2026 года
- 12 марта 2026
- Modern Bakery | Confex | Gotovo 2026
- 19 февраля 2026
- «Продэкспо» — это масштаб, обилие новинок и обширная деловая коммуникация

